Przekładnia w rowerze elektrycznym smar (electric bicycle gearbox grease) to temat, który większość osób odkrywa dopiero wtedy, gdy w napędzie zaczyna pojawiać się nietypowy szum, „suchy” pogłos pod obciążeniem albo wyczuwalny wzrost oporów. W klasycznym rowerze smarowanie kręci się głównie wokół łańcucha i łożysk. W e-bike do gry wchodzi jeszcze wewnętrzna przekładnia redukcyjna w silniku (najczęściej w piaście z przekładnią planetarną albo w napędzie centralnym), a wraz z nią: wyższe momenty, większa masa i częstsza jazda w warunkach mokro–brudnych. To sprawia, że dobór smaru jest bardziej „mechaniczny” niż „hobbystyczny”.
Jak zbudowana jest przekładnia w e-bike i gdzie smar naprawdę pracuje
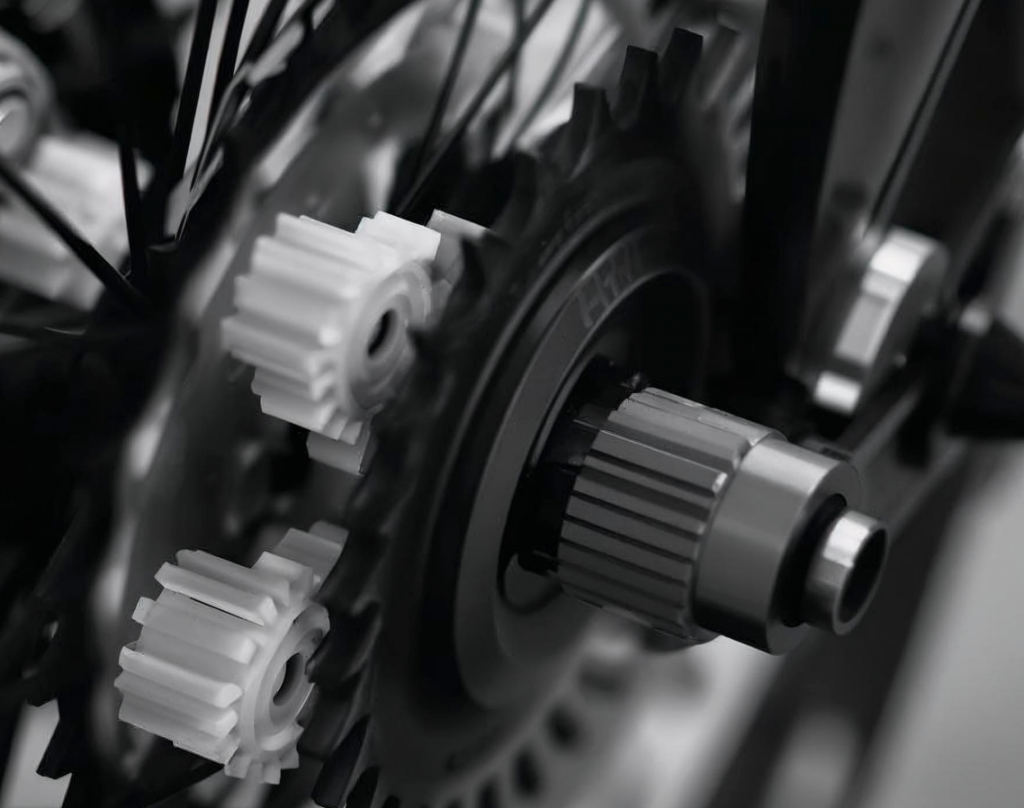
W typowym e-bike z przekładnią (geared hub lub mid-drive) silnik elektryczny lubi kręcić się szybko, a koło lub oś napędowa potrzebują momentu przy niższych obrotach. Dlatego stosuje się redukcję, a najczęściej spotkasz przekładnię planetarną: koło słoneczne na osi silnika, kilka satelitów (planet) na jarzmie oraz koło pierścieniowe. Taki układ jest kompaktowy, przenosi duży moment i pozwala „zamknąć” cały napęd w małej obudowie. Wiele konstrukcji ma też sprzęgło jednokierunkowe (wolnobieg), które rozłącza silnik, gdy jedziesz bez wspomagania, żeby nie kręcić wirnikiem „na pusto”. W praktyce oznacza to trzy typowe strefy tarcia: zęby kół (tarcie toczne + poślizg), łożyska (toczenie) oraz elementy sprzęgła (tarcie graniczne). W geared hubach planetarki są bardzo powszechne.
Teraz ważny detal: w wielu e-bike’ach część elementów przekładni jest z metalu, a część (np. niektóre koła lub kosze satelitów) najczęściej bywają z tworzyw sztucznych albo ma elementy z elastomerów. Smar musi więc jednocześnie: nie degradować plastiku, utrzymać film w kontakcie metal–metal, dać ochronę w tarciu granicznym i nie wyciekać na boki, bo przekładnia pracuje w obudowie, gdzie czystość ma znaczenie.
Jaki profil smaru jest sensowny jako punkt odniesienia
Jako wzorzec znając zadania i wymogi technologiczne„klasy” smaru do takiej przekładni biorę syntetyczny smar na bazie PAO (polialfaolefiny) z zagęszczaczem litowym oraz dodatkiem PTFE jako smaru stałego, zaprojektowany do kontaktów plastik/plastik, plastik/metal i metal/metal, o niskim wycieku i długiej żywotności. Taki profil jest bardzo bliski temu, czego potrzebuje e-bike: przekładnia ma pracować cicho, równo, a smar ma zostać na zębach i w łożyskach, zamiast migrować po obudowie.
Kluczowe parametry z tej klasy smaru są konkretne i dają się przełożyć na wymagania dla e-bike:
lepkość oleju bazowego ~95 mm²/s w 40°C, konsystencja NLGI 1 (czyli nie „beton”, raczej smar łatwiej rozprowadzający się w mechanizmie), zakres temperatur pracy –40°C do +150°C, gęstość około 0,93 g/cm³, punkt kroplenia około 200°C oraz bardzo niskie wartości odparowania i utleniania w testach laboratoryjnych.
Dla przekładni liczy się też zachowanie w obciążeniu. Dla tej klasy smaru znajdziesz wyniki testów czterokulowych: obciążenie zespawania około 3700 N oraz ślad zużycia około 0,6 mm w warunkach testowych. To jest ważne nie dlatego, że ktoś będzie jeździł „na czterech kulkach”, tylko dlatego, że te liczby opisują odporność filmu na sytuacje graniczne: chwilowe przeciążenie, mikro-poślizg na zębie, start pod obciążeniem, praca sprzęgła jednokierunkowego.
W e-bike znaczenie ma również rozruch w zimnie. Jeżeli smar robi się zbyt twardy, przekładnia może głośniej pracować, a opory rosną. Wzorzec tej klasy pokazuje niskotemperaturowy test momentu przy –40°C: moment startowy około 115 mNm i roboczy około 50 mNm. W praktyce to tłumaczy, dlaczego dobrze dobrany smar nie „zabija” układu w mroźny poranek.
Dlaczego PTFE i mikrocząstki stałe mają sens w przekładni
W teorii zęby kół powinny pracować na filmie smarnym. W praktyce, w małej przekładni e-bike, przy zmiennym obciążeniu i niewielkiej ilości smaru, często wchodzisz w obszar smarowania mieszanego. PTFE jako smar stały, podany w formie drobnej dyspersji, pomaga w tych momentach, gdy film jest najcieńszy: ogranicza mikrozatarcia, stabilizuje tarcie, zmniejsza ryzyko hałasu wynikającego z lokalnego „przytarcia”. Wzorzec tej klasy smaru ma PTFE w składzie i jest projektowany m.in. do przekładni, przekładni zębatych i punktów tarcia przy umiarkowanych i większych obciążeniach.
W Twoim założeniu smar jest dodatkowo wzbogacony o mikrocząsteczki smarów stałych (w tym PTFE). To podejście ma sens, pod warunkiem, że cząstki są na tyle drobne, by nie robiły „papieru ściernego” i nie blokowały mikroszczelin, oraz że całość jest stabilna dyspersyjnie. W praktyce rowerowej efekt ma być prosty: ciszej, równiej, dłużej bez serwisu.
Jakie parametry powinien mieć smar do przekładni e-bike i dlaczego te same cechy pomagają łożyskom
Tu dochodzimy do ciekawostki: choć temat brzmi „przekładnia”, to pytanie o „jakie parametry powinien smar do łożysk e-bike” jest logiczne. W e-bike smar w silniku i przekładni często musi ogarnąć kilka węzłów naraz: zęby, łożyska, sprzęgło jednokierunkowe, czasem ślizgi i uszczelnienia. Dlatego sensowny profil smaru dla przekładni zwykle automatycznie spełnia wiele warunków dobrego smaru do łożysk.
W skrócie, taki smar powinien mieć:
bazę syntetyczną PAO dla stabilności i długiej żywotności, konsystencję NLGI 1 dla łatwego rozprowadzania w przekładni (zwłaszcza planetarnej), zagęszczacz litowy jako sprawdzony kompromis stabilności i kompatybilności, PTFE/mikrocząstki stałe dla wsparcia tarcia granicznego, dodatki antykorozyjne (bo e-bike kocha deszcz), oraz pakiet poprawiający zachowanie pod obciążeniem, czyli funkcjonalnie EP/AW. W danych wzorcowych widzisz, że taki smar może mieć dobrą nośność i małą skłonność do wycieku, co w obudowie przekładni jest kluczowe.
Jeśli ktoś pyta wprost: jaki smar najlepszy do przekładni rowerowej, to moja odpowiedź jest „techniczna, ale przyziemna”. Najlepszy jest taki, który spełnia trzy warunki jednocześnie:
po pierwsze nie zaszkodzi plastikom i elastomerom, po drugie zachowa film w szerokiej temperaturze, po trzecie ma niską skłonność do wycieku i dobrą nośność. Właśnie dlatego smary projektowane do precyzyjnych mechanizmów z elementami z tworzyw oraz o deklarowanej pracy w układach przekładniowych są tak dobrym punktem odniesienia.
Rowerowa praktyka serwisowa: gdzie ludzie psują temat
Najczęstszy błąd to przesmarowanie. W przekładni planetarnej nadmiar smaru nie zawsze pomaga. Może zwiększyć opory mieszania, grzać układ i migrować tam, gdzie nie powinien (np. pod uszczelnienia). Drugi błąd to dobór smaru „pierwszego z brzegu”, który jest świetny do łożysk w piaście, ale niekoniecznie do przekładni z tworzywami. Trzeci błąd to mieszanie różnych smarów bez czyszczenia: jeśli stary smar ma inny zagęszczacz, nowy może się rozjechać konsystencją, a przekładnia zamiast cichej pracy dostaje „kisiel”, który nie trzyma filmu.
W praktyce, jeżeli robisz serwis przekładni e-bike, chcesz pracować jak mechanik, a nie jak kucharz: odtłuścić, osuszyć, nałożyć właściwą ilość, rozprowadzić i zamknąć układ z czystymi uszczelnieniami. Dobrze dobrany smar w przekładni daje efekt, który każdy rozumie bez wykresów: mniej wycia, mniej szurania, bardziej „gładkie” oddawanie momentu.
Dlaczego „zielony” smar ma sens
Kolor sam w sobie nie smaruje, ale w serwisie jest bezcenny. W przekładni i węzłach tarcia chcesz widzieć, gdzie smar jest świeży, gdzie go brakuje, i czy rozprowadził się równomiernie. Dlatego w opisie produktu docelowego pojawia się zielony smar do roweru elektrycznego – nie jako ozdoba, tylko jako narzędzie kontroli aplikacji. W e-bike, gdzie układy są bardziej zamknięte, a dostęp gorszy, taka kontrola potrafi oszczędzić sporo nerwów.
I tu wchodzą Twoje frazy-klucze, które opisują to jednym tchem: smar syntetyczny do przekładni e-bika powinien być stabilny temperaturowo i materiałowo, smar do węzłów przekładni rowerów elektrycznych ma pracować nie tylko na zębach, ale też przy sprzęgle i w łożyskach, a jeżeli ktoś szuka jednego rozwiązania do serwisu, to celuje w uniwersalny smar do rowerów elektrycznych – taki, który w kontrolowanej ilości obsłuży przekładnię, łożyska i punkty tarcia bez konfliktu z plastikami i uszczelnieniami.
Podsumowanie wymagań w jednym, technicznym obrazie
Smar do przekładni e-bike ma być jak dobry napęd w górach: nie robić dramatu, gdy warunki się zmieniają. Ma mieć bazę syntetyczną, konsystencję pozwalającą na rozprowadzanie (często okolice NLGI 1), lepkość bazy w okolicach ~95 mm²/s w 40°C jako sensowny kompromis filmu i oporów, szeroki zakres temperatur (rzędu –40°C do +150°C), niską skłonność do wycieku, dobrą odporność na utlenianie i korozję, oraz wsparcie graniczne przez mikro-PTFE. Wzorzec tej klasy pokazuje też, że parametry nośności i niskotemperaturowego momentu mają realne przełożenie na kulturę pracy przekładni.
Na zakończenie rzecz konkretną, jak w dobrym warsztacie: produkt o parametrach takiego zielonego smaru do przekładni e-bike można znaleźć na stronie abscmt.pl i nazywa się Evil Gear Grease.( brak w sklepie abscmt)
Do czego jeszcze poza rowerem możemy zastosować zielony smar Evil Gear Grease . Jest to smar klasy PAO + zagęszczacz litowy + PTFE (NLGI 1), o niskim „wyciekaniu” i dobrej kompatybilności z tworzywami, to poza rowerami jego naturalnym środowiskiem są mechanizmy z plastikiem, precyzyjne przekładnie, elementy nisko–średnioobrotowe i miejsca, gdzie liczy się czystość (niska migracja smaru).
Poniżej kilka przykładów zastosowań przemysłowych :
- Motoryzacja – mechanizmy z elementami plastikowymi
Smarowanie przekładni i punktów tarcia w modułach z tworzyw: przełączniki, małe napędy/aktuatory, mechanizmy regulacji, zatrzaski. To dokładnie grupa zastosowań wskazywana dla tej klasy smaru (grease automobiles + plastic parts). - AGD – przekładnie i mechanizmy w urządzeniach domowych
Wewnętrzne zębatki (często plastik/metal), krzywki, prowadnice, mechanizmy napędowe pracujące wolno i pod obciążeniem. Tego typu „electrical appliances with plastic parts” są wymienione wprost. - Sprzęt biurowy – drukarki, kopiarki, niszczarki, podajniki
Przekładnie, sprzęgła, krzywki i prowadnice w torze papieru, gdzie smar musi mieć niską migrację (żeby nie brudzić) i dobrze współpracować z plastikami. W zastosowaniach pojawia się wprost „grease office equipment with plastic parts”. - Sprzęt audio/wideo i elektronika użytkowa
Napędy i mechanizmy precyzyjne (małe zębatki, prowadzenia, elementy regulacji), gdzie ważny jest niski moment rozruchowy w chłodzie i brak „pełzania” smaru. Ta kategoria także jest wymieniona (grease audio equipment). - Precyzyjne urządzenia i instrumenty – mechanizmy z tworzywami
Różne „precision equipment” z przekładniami i prowadnicami, gdzie chcesz stabilnego filmu, długiej żywotności i kompatybilności materiałowej. - Przekładnie, przekładnie zębate i pompy w lekkich układach
DuPont wprost podpina tę klasę smaru pod obszar „Grease gears, gear boxes & pumps”, co dobrze pasuje do małych/średnich przekładni pracujących w obudowie, często z udziałem tworzyw. - Smarowanie elementów z gumy i elastomerów (montaż i praca)
Uszczelnienia, o-ringi, elementy gumowo-metalowe w mechanizmach, gdzie ważna jest kompatybilność i brak silikonów (w pewnych aplikacjach elektrycznych to kluczowe).